As my first several posts were heavy on fabrication details, I want to rewind a bit and provide more detail on the overall project scope.
I receive a lot of questions about why wood? The answer is complicated but here are a few of the advantages and disadvantages of working with the material.
Advantages: Wood is highly effective at reducing vibrations (up to 3x improved over carbon fiber), it has a higher resistance to impact damage, and has truly unique aesthetics as each piece of wood is different. Also, depending on fabrication techniques, wood is often a more sustainable approach than other materials.
Disadvantages: Wood is not as strong or stiff as metals or other composites, and therefore more material is required to achieve equal frame strengh, and therefore increased weight. The material is also difficult to work with as it is sensitive to humidity and has natural flaws such as cracks or grain variations.
The use of wood in bicycle frames is certainly not a new idea. Two US companies that are currently producing these types of frames are Renovo Bikes and Connor Cycles. The fabrication approach of these companies begins with hardwood boards which are laminated with epoxy and cut to shape on a CNC router. The two hollow halves are then bonded together to create the front triangle of the frame. They then require a high amount of sanding and finishing work before complete.

My approach is a bit different. I have chosen to fabricate the wooden tubes separately. By using a this wood veneer coated in epoxy and rolled around tubes of various sizes, I am able to create lightweight and stiff tubes. I can closely control the properties of the tube by adjusting the wall thickness and number of layers of veneer. As wood is strongest in bending along the length of the grain, by altering the grain direction, I can also control the tube stiffness and torsional and crush strength.
Additional benefits of this method are minimal sanding and finish work, very little material waste, and light weight. The overlapping grain in the various layers is also more resistant to crack propagation than solid wood.
As seen in previous post and below, the areas where the tubes join, or lugs, are created by molding carbon fiber. The carbon is light and stiff, ideal for these tube junctions where high stress loads are seen.

Above is a CAD screenshot of the carbon lug in black and the mold in gold. An insert is required since the seat stay tubes are angled.

For a look at the fabrication progress, above is a look at the seat stay mold insert after cut on the CNC.
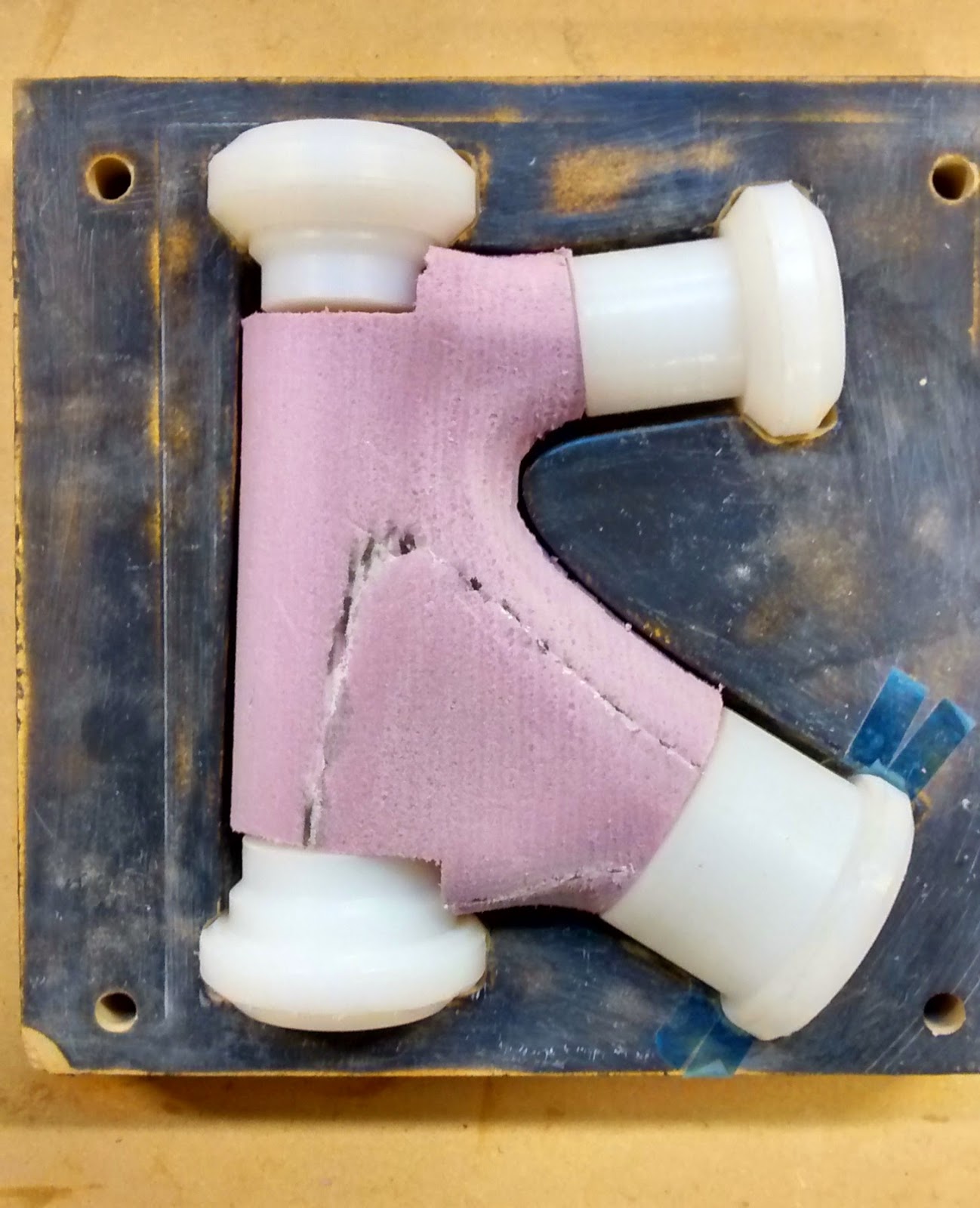
Below is a mold half with along with the insert. These will later be primed and waxed before the carbon is molded.


Stay posted for photos of the complete molds, including the bottom bracket mold and the frame jig where final frame alignment and bonding takes place.